


ウォータージェット切断とプラズマ切断は、精密切断において多くの業界で人気を博している2つの技術です。どちらも、作業の性質や範囲、そして対象材料に応じて長所と短所があります。複雑な形状や模様を持つ材料を切断したい場合と、そのような物体を迅速かつ容易に切断したい場合、この2つの方法を比較検討し、その違いを理解することが重要です。本稿の主な目的は、ウォータージェットとプラズマ切断の主な違いを概説することです。 プラズマ切断 それぞれの手法、長所と短所、そして適切な適用方法について、より深く理解していただくことを目的としています。この記事をお読みいただければ、ご自身の計画ニーズと製造要件を満たす方法を明確に特定できるはずです。
切削技術入門

スラッシングギアは、部品の成形精度と容易さが極めて重要な今日の製造・加工工程において主流となっています。ウォータージェットとプラズマも、広く使用されている切断技術です。 ウォータージェット切断 プラズマ切断は、高速度で噴射される集中した水流(場合によっては研磨剤を混ぜて)を用いて材料を切断するプロセスであり、切断時に熱は発生しません。そのため、材料の繊細な切断や熱が懸念される場合に使用されます。プラズマ切断は、高電気エネルギーのイオン化ガスを用いて、帯電しやすい材料、特に金属を効率的かつ迅速に切断する技術です。特定の方法の選択は、材料の種類、必要な精度、そして作業に利用可能な資金によって決まります。
ウォータージェット切断の概要
FORTRAN では、様々な材料を切断または分離し、2つ以上の部品を得るプロセスにおいて、様々なツールや技術が用いられます。これらの方法の一つにウォータージェットがあります。これは、高圧の水のジェットまたはビーム(研磨剤を含んだものも含む)を用いて、目的の部品を切断するものです。これは、きれいなパターンを切断する必要がある場合や、熱に弱い材料を使用する場合など、一部の用途に適したプロセスです。さらに、このプロセスは材料の無駄を減らし、滑らかなエッジカットを容易にします。これは、航空宇宙、製造、建設などの業界で求められています。
プラズマ切断の概要
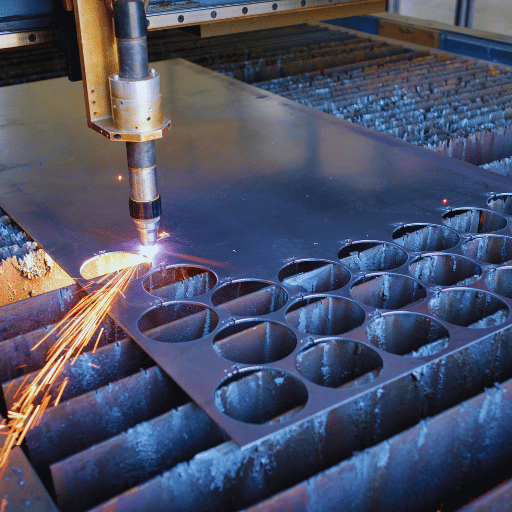
プラズマ切断は、イオン化ガス(一般にプラズマと呼ばれる)を用いて導電性材料を生成または切断する最新の技術です。最も一般的なプラズマアークは、窒素やアルゴンなどのガスを使用します。これらのガスはアークにさらされるとイオン化して高温になり、アークを通過できるようになります。イオン化されたガスは材料を溶解し、高速のガス流は溶融金属の回収と廃棄を助け、きれいな切断面を残します。鋼鉄、ステンレス鋼、アルミニウムなどの金属は、プラズマ切断が頻繁に使用される材料です。金属加工、建設、自動車パネルの固定などで広く使用されています。
ウォータージェットとプラズマ切断の主な違い
ただし、ウォータージェット切断とプラズマ切断/溶接の主な違いは、技術、材料、精度、時間、運用コスト、環境への悪影響にあります。
|
|
ウォータージェット |
プラズマ |
|---|---|---|
|
カット法 |
水 + 研磨剤 |
ガス+電気 |
|
材料範囲 |
ほとんど全て |
導電性のみ |
|
精度 |
高(±0.001インチ) |
中程度(±0.015インチ) |
|
速度 |
遅く |
対応時間 |
|
厚さ |
最大18インチ |
最大6インチ |
|
熱効果 |
なし |
あり |
|
費用(初期) |
ハイ |
ロー |
|
コスト(実行) |
ハイ |
ロー |
|
環境配慮 |
ハイ |
ロー |
|
メンテナンス |
ハイ |
穏健派 |
|
安全性 |
ハイ |
穏健派 |
各切断システムの仕組み
ウォータージェット切断の動作原理
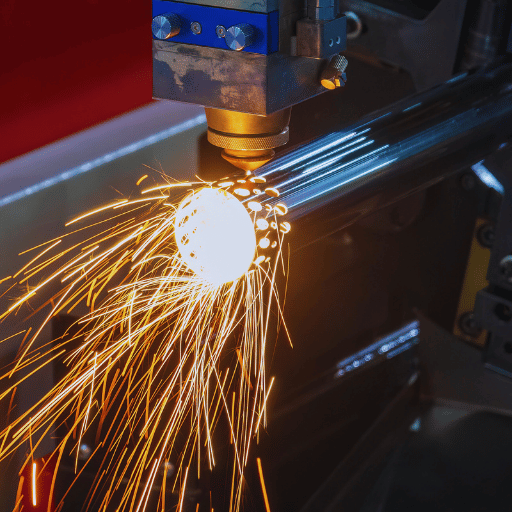
ウォータージェット切断は、研磨材の有無にかかわらず高圧の水ジェットを用いて、様々な種類の材料を切断します。まず、特殊なポンプを用いて、通常60,000psi以上の圧力で水を噴射します。加圧された水は、開口部の狭いノズルに直接噴射され、ジェット流を形成します。このジェット流は、ジェットの経路上にある材料をアブレーションします。研磨材を加えることで、この機械は次のような切断が可能になります。 金属のような硬い材料でも切断可能石材やセラミックスを非常に効率的に切断できます。この技術は熱を発生しないという利点があり、そのためアンダーカットされた材料に変形が見られず、切断面はきれいで完璧です。
プラズマ切断の動作原理
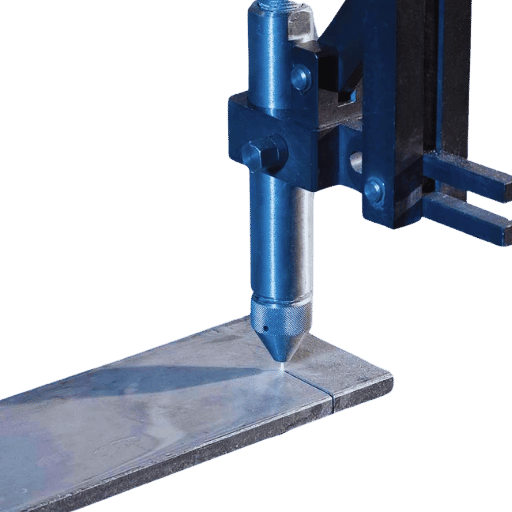
プラズマ切断は、酸素、窒素、アルゴンなどの特定の誘電性ガスを過熱し、プラズマと呼ばれる非常に高温のガスにする原理に基づいています。この沸騰した高温のガス、プラズマは、絞り込まれた開口部を持つノズルを通過します。この狭いストリームジェットが切断に使用され、切断対象物を溶融して切断ラインから排出するのに十分なエネルギーが供給されます。アークを発生させるための電源があり、このアークがイオン化することでガスをプラズマ化し、熱を維持します。
精度、効率性、材料の有効活用といった新たな技術分野への対応は、近年開発された新しいトーチや可動ナイフ機構によって実現されています。例えば、CNC設計の導入により、複雑な形状の切断においても、精度と再現性を大幅に向上させることが可能になりました。産業における建設・維持管理用途では、プラズマ切断が最適です。これにより、ステンレス鋼やアルミニウムを非常に高速に切断でき、材料を無駄にすることもありません。
切削プロセスの比較分析
固体レーザー切断を採用した方法を評価する場合、切断の複雑さ、使用可能な材料の種類、技術の洗練度など、プラズマ切断とウォータージェット切断には違いがあります。
- プラズマ切断: 経済性と比較的高速なため、主に金属に適しています。精度が低いため、鋼やアルミニウムなど、主に導電性のある厚い金属の切断に適しています。
- レーザー切断: 高い精度に加え、金属、プラスチック、木材など、様々な材料の取り扱いや切断が可能であるため、製造業において最も効率的です。ただし、特に厚い金属を扱う場合、上記の高速加工機よりもコストが高くなります。
- ウォータージェット切断: 非常に汎用性が高く、ほぼあらゆる材料を熱なしで切断できるため、熱による変化はありません。ただし、プラズマやレーザーほど高速ではなく、コスト効率も低くなります。
それぞれの技術には特別な利用分野があり、使用する材料、精度要件、プロジェクトのコストに応じて対応する技術が選択されます。
切断に適したさまざまな材料
ウォータージェット加工可能な材料
ウォータージェットは様々な厚さの材料を切断できるため、この方法があらゆる方法の中で最も強力な方法の一つと考えられている理由かもしれません。この技術で加工できる材料のリストは以下のとおりです。
- 金属: ウォータージェットは、鋼、アルミニウム、真鍮、銅、チタンなどの金属はもちろん、インコネルのような難削材の切断にも効果的な方法です。最大12インチ(約XNUMXcm)の厚さまで(材質によって異なります)切断が可能で、製品開発の効率化に貢献します。
- ガラスとセラミックス: ウォータージェットは、強化ガラス、ステンドグラス、セラミックなどの脆性材料を、切断工程で熱を一切発生させないため、非常に高い精度で切断できます。ひび割れや熱応力も発生しません。
- コンポジット: 炭素繊維強化プラスチックやグラスファイバーなどの複合材料は、ウォータージェットマシンで容易に切断できます。これは、航空機、自動車、スポーツ用品の製造において非常に重要です。
- プラスチックとゴム: ポリカーボネート、アクリル、その他多くの熱可塑性プラスチック、そしてEPDMやネオプレンを含むゴムも、溶融や変形を起こすことなく切断できます。これらの材料がシールやガスケットの滑りを悪化させるリスクは排除されます。
- タイルと石: ウォータージェット切断システムでは、花崗岩、大理石、スレートなどの天然石、そしてセラミックタイルや磁器タイルを切断できます。また、外装・内装用の精巧な象嵌細工も可能です。
- フォームと柔らかい素材: ウォーター ジェット マシンは、フォーム、布地、その他の柔らかい素材にも使用され、非常にきれいで、素早く、正確なカットを行うことが重要です。
熱影響部による材料への影響を避けたい場合、熱切断よりもウォータージェット切断が好まれます。熱影響部は材料の美観や品質を損なう可能性があるためです。こうした特性を持つウォータージェットは、製造、建設、航空宇宙、そしてカスタマイズが重要な設計プロジェクトなど、様々な業界で効果を発揮します。
プラズマ切断で切断できる材料
プラズマ切断技術は、特定の種類の導体に適用することで、様々な種類の切断が可能です。最も一般的な切断対象は、鋼、ステンレス鋼、アルミニウムなどの金属、および真鍮や銅などの類似の鉄系金属です。このプロセスでは、空気、酸素、窒素などの導電性ガスを使用し、高温のプラズマアークを発生させることで金属を切断し、瞬時に溶融させて剥離させます。プラズマ技術は切断ツールの性能向上に大きく貢献し、薄板から鋼板まで、様々な厚さの材料を容易に切断できるようになりました。 金属から非常に厚い鋼板まで.
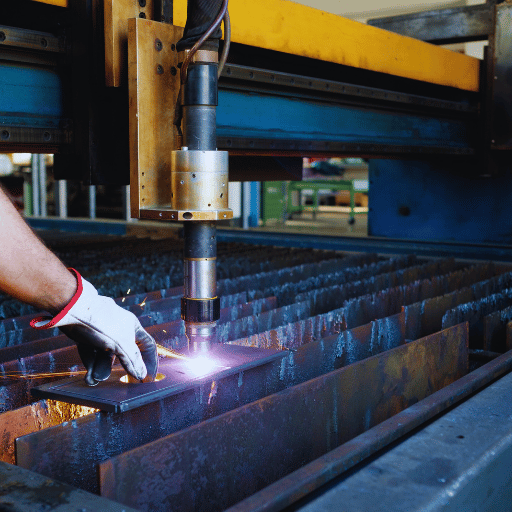
調査した文書によると、製造業、自動車修理、建設業、金属加工業におけるプラズマ切断の利用は、低コストと高精度という理由から増加傾向にあります。プラズマ切断は導電性材料にしか使用できないという制約はあるものの、その効率性、可搬性、そして美しい切断面から、こうした作業を行う産業での使用に適しています。
材料の汎用性の比較
|
|
ウォータージェット |
プラズマ |
|---|---|---|
|
材料範囲 |
ほぼすべての材料 |
導電性金属 |
|
厚さ |
最大18インチ |
最大6インチ |
|
精度 |
高(0.001インチ) |
中程度(0.015インチ) |
|
熱影響 |
なし |
熱影響部 |
|
速度 |
もっとゆっくり |
速く |
|
費用 |
より高い |
低くなる |
|
環境配慮 |
ハイ |
ロー |
|
用途 |
用途の広い |
金属のみ |
さまざまな切削技術の投資コストの比較
ウォータージェット機器の購入にかかる初期費用
ウォータージェット装置は、多くの場合、他の切削工具と比較すると多額の投資を必要とします。ウォータージェット装置の価格は60,000万ドルから300,000万ドルの間で、前述の通り、サイズ、圧力、その他の追加機能によって異なります。これらのモデルには、切断テーブル、高圧ポンプ、制御システムが含まれます。しかし、非常に多くの材料を非常に高い精度で切断することが予想されるため、ウォータージェット装置のような機器を必要とする企業は、自社の高品質サービスラインにウォータージェット装置を導入することを検討するかもしれません。
プラズマ装置の購入にかかる初期費用
一般的なプラズマ切断システムの価格は、テーブルサイズ、切断厚さなど、様々な要因に応じて、標準的なプラズマ切断システムの範囲内で15,000ドルから300,000ドルの範囲です。低価格帯のシステムは通常、基本的またはシンプルなプロセスを備えていますが、より高度な産業用途では、より高価なオプションが提供される傾向があります。また、切断速度と必要な材料(特に導電性材料)の点で効率的であるため、幅広い用途に使用できる装置であり、企業にとってコスト削減につながります。
運用コスト:ウォータージェットとプラズマ切断
|
|
ウォータージェット |
プラズマ |
|---|---|---|
|
時間あたりのコスト |
$30 |
$15 |
|
先行投資コスト |
ハイ |
穏健派 |
|
材料範囲 |
ほぼすべての |
導電性: |
|
カット速度 |
遅く |
対応時間 |
|
最高の厚さ |
18インチ |
6インチ |
|
精度 |
ハイ |
穏健派 |
|
熱効果 |
なし |
Present |
|
環境にやさしい |
あり |
いいえ |
|
メンテナンス |
ロー |
穏健派 |
|
安全性 |
ハイ |
穏健派 |
最も一般的な材料に対する最も適切な方法と応用
ウォータージェット切断の目的
ウォータージェット切断は非常に先進的で効果的であると説明されていますが、その最も適切な用途は、精度、熱を発生させずに切断しやすいこと、そして良好な仕上がりが保証されなければならない場合です。この技術は、複雑なパターンや形状、微細な寸法精度、そして表面粗さと質感の制御が最も重要となる航空宇宙、自動車、製造業などの分野で広く使用されています。ウォータージェットは、アルミニウムやチタンなどの金属から、ガラス、石材、複合材料、さらにはゴムなどの非金属材料に至るまで、幅広い材料の切断に広く使用されています。また、ウォータージェット切断は熱影響部がないため、高温でも微細な層を作ることができないという点も重要です。このことが、特に熱切断によって反ったり溶けたりする材料への適用性を高めています。
技術的な観点から見ると、ウォータージェットシステムは、後処理を必要とせず、狭い切断幅と滑らかな切断面エッジが求められるワークピースの切断を容易にします。また、ウォータージェットは、効率や品質を損なうことなく、最大数インチの厚い材料の切断にも使用される傾向があるため、硬くて厚い材料を扱うプロジェクトに最適です。言うまでもなく、ウォータージェットマシンは廃棄物がクリーンで有害ガスも発生しないため、グリーン成長を目指す産業活動においても重要な役割を果たします。
プラズマ切断の最も理想的な用途
プラズマ切断は、特にスピード、精度、そして経済性が求められる様々な用途に最適です。この切断方法は、鋼、ステンレス鋼、アルミニウム、真鍮、銅など、電気を通さない材料に効果的です。プラズマ切断は、自動車修理、金属加工、建設業界で、厚板の高速成形に広く使用されています。非常に薄い板金から数インチの厚さの部品まで、様々な厚さの材料を切断できるため、柔軟性が求められる作業に最適です。
例えば、プラズマカッターは、その精度と速度により、複雑な形状の作成、重機の修理、そして破壊された金属構造物の解体に特に効果的です。また、現代のプラズマ切断ソリューションはCNCシステムと統合されていることが多く、繰り返し可能な複雑な切断も可能で、様々な用途に活用できます。レーザー切断に比べて低コストであることも相まって、プラズマ切断は特に大規模な作業や現場建設プロジェクトで好まれています。金属加工において非常に求められる品質である熱変形を抑えながら、高品質のパイプや測定された部品を製造できます。
ニーズに応じた適切な方法
自分のニーズに合った方法を選ぶ際には、材料の種類、厚さ、作業に必要な精度といった要素を評価します。予算に余裕があれば、導電性のある重金属を迅速かつ安価に切断したいときは、常にプラズマ切断を選びます。しかし、非金属部品で作られた作品や物体に完璧な絵やイラストを描きたい場合は、レーザーやウォータージェットといった遠隔操作で輪郭を切断できる他の切断技術を選びます。しかし、結局のところ、あらゆる用途には独自の要求があり、それが最終的な決定を左右するのです。
よくある質問(FAQ)
Q: ウォータージェット切断法とは何ですか? また、どのように機能しますか?
A: ウォータージェット切断は、非常に高圧の水流(通常は研磨粒子を含む)を用いて様々な材料を切断する製造プロセスです。水流は材料を所定の線に沿って侵食しながら切断するため、より複雑で精緻な切断が可能になります。研磨粒子を加えることで、金属やガラスなどの硬い材料も切断できます。
Q: プラズマ切断とは何ですか? また、どのように機能しますか?
A: プラズマ切断は、イオン化されたガスを非常に高温にすることで材料を溶かします。ノズルからプラズマを超高速で噴射することで切断を行い、鋼、ステンレス鋼、アルミニウムなど、あらゆる導電性材料を切断できるほどの高温を生成します。
Q: ウォータージェット切断とプラズマ切断ではどちらのほうが精度が優れていますか?
A: 一般的に、ウォータージェット切断はプラズマ切断よりも精度が重視されます。切断公差は±0.003インチと極めて小さいため、複雑なディテールや鋭角な角が必要なデザインに適しています。プラズマ切断も十分な性能を発揮しますが、公差は通常±0.01インチから±0.03インチの範囲であるため、それほど微細なディテールを必要としない用途で多く利用されます。
Q: ウォータージェット切断とプラズマ切断の切断速度はどのように比較されますか?
A: プラズマ切断はウォータージェット切断に比べて高速で、特に薄い金属の切断に適しています。非常に高温のプラズマアークが材料を急速に溶解するため、迅速な切断が可能です。一方、ウォータージェット切断はアブレッシブエロージョン機構に従うため、特に厚い材料や非常に硬い材料を切断する場合は比較的遅くなります。
Q: どちらが経済的ですか?
A: プラズマ切断は、金属の高速切断、特に厚い材料や大量生産において、費用対効果が高い傾向があります。ウォータージェット切断は、高価なウォーターポンプと研磨材を使用し、切断速度も遅いため、運用コストが高くなります。しかし、精度が求められる加工においては、二次仕上げの手間が少なくなるため、ウォータージェット切断は費用対効果に優れています。
Q: ウォータージェット切断とプラズマ切断ではどちらが本当に環境に優しいのでしょうか?
A: ウォータージェット切断は環境に優しいと考えられています。有害な煙やガスを排出せず、使用する水は多くの場合リサイクル可能です。ただし、使用した研磨材は適切に処分する必要があります。プラズマ切断は危険なガスを放出するため、排出物の安全な管理を確実にするために、ろ過システムを備えた適切な換気が必要です。
Q: ウォータージェット切断は主にどこで適用されますか?
A: ウォータージェット切断は、非常に精密な加工が求められる箇所や、非導電性材料の切断が必要な箇所で応用されています。例えば、航空宇宙部品、装飾タイルなどの建築部材、そしてきれいなエッジと複雑な形状が求められる部品の製造などです。
Q: プラズマ切断の一般的な用途についてはどうですか?
A: 迅速かつ効率的な金属切断が求められることから、プラズマ切断は産業界でますます利用が広がっています。具体的には、自動車修理、工業製造、金属加工、鉄骨構造物を含む建設プロジェクトなどが挙げられます。
参照ソース
1. 持続可能性を重視した金属切削プロセスの選択
- 著者: M. Murad ら
- 発行日: 2023 年 12 月 14 日
- ジャーナル: カデルノ・ペダゴジコ
主な調査結果:
- この研究では、ウォータージェット切断やプラズマ切断などのさまざまな金属切断作業を分析しており、持続可能性に重点を置いています。
- さらに、バンドソー、酸素燃料、プラズマ、研磨ウォータージェット、レーザー切断の 5 つの切断プロセスで調査された 13 の変数の分析についても説明します。
- 調査結果によると、レーザー切断の利点は操作速度ですが、部品の表面仕上げは他の切断方法よりも劣る場合があります。
- プラズマ切断では騒音レベルが高く、ツールのコストも高くなりますが、ウォータージェット切断では環境への影響が少なく、表面仕上げの品質が向上します。
方法論:
- 経済、社会、環境要因を考慮した切削プロセスの持続可能性を評価する方法論の開発が行われた(ムラドら、2023).
2. AWJMプロセス中にプラスチック内蔵複合機の各層におけるマイクロエッジ損傷を低減する方法
- 著者: スウィーティング・ランシー他
- 発行日: 01 06 20
- 出版社: ノッチ効果と共合成
結論:
- マイクロマシニングや切断作業では、パイプや機械加工要素などの被覆部品のエッジが損傷することが多く、この状況で研磨ウォータージェット切断は、損傷を軽減する取り組みとして検討されています。
- このため、研磨ウォーター ジェット機械の使用により、ウォーター ジェット切断とプラズマ切断法、および熱と傾斜を引き起こすその他のドライ カット プロセスとの違いにより、マイクロ エッジの範囲が根本的に減少し、最小限に抑えられるようです。
- AWJM 法の最適な切削パラメータが見つかり、ステンレス鋼層と軟鋼層のピットの深さが最小限に抑えられました。
ステップ:
- L18テストでは、効果デザインを使用して、結果または顕微鏡写真によってサポートされた図の形で、XNUMXつの摂動制御リソースの切断の問題を調べました(イシュファク他、2020).
3. ウォータージェット表面におけるマイクロスクラッチの分布 – 実験に基づく研究
- 著者: タオ・ヤン他
- 2024 年 8 月 12 日
- 科学的なレポート
ハイライト:
- 著者らは、研磨ウォータージェット切断面の微細な傷と切断面の表面粗さに関する研究を行い、それをプラズマ切断のそれと比較しました。
- AWJ の切断動作により、はるかに多くの目に見える欠陥が生じるプラズマ切断とは異なり、比較的傷の少ないより均一な表面が得られることが観察されました。
- この研究では、主な切削工程の平均構造を変更することで、特定の表面仕上げを生成することの重要性を評価しています。
アプローチ:
- 傷の大きさの変化については、位置と移動速度の影響を分散分析(Yangら、2024).
5. プラズマ切断



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}