


ステンレス鋼は、その堅牢性、耐腐食性、そして美しい外観から、多くの業界で使用されています。しかしながら、ステンレス鋼部品の加工において大きな課題となるのが、切断、穴あけ、機械加工といった製造工程で発生するバリや不要な突起です。バリの除去は、部品の健全性と機能性を維持するだけでなく、滑らかでプロフェッショナルな外観を実現するためにも不可欠です。本書は、ステンレス鋼部品のバリ取りについて理解を深めていただくことを目的としています。バリ取り工程における様々な技術と、効率性と精度を向上させるための実用的な対策について解説します。本書は、製品の品質を損なうことなく工程を改善したいと考えているメーカー、エンジニア、技術者を対象としています。仕上げ加工における最も普遍的な課題の一つであるバリ取りに必要な機器や方法、そしてその克服戦略について、ぜひお読みください。
ステンレス鋼のバリ取りについて

ステンレス鋼部品のバリ取りは、切断、穴あけ、または機械加工後に発生する可能性のある鋭利なエッジ、バリ、または欠陥を除去する作業です。これは、部品の全体的な安全性と性能を向上させ、寿命を延ばすために必要な段階です。ステンレス鋼のバリ取りには、様々な技術とアプローチが用いられます。これには、研削、研磨、研磨工具、タンブリングなどの機械的プロセスに加え、レーザーや電気化学的バリ取りなどのより高度な方法も含まれます。適切な方法は、部品の複雑さ、達成すべき精度レベル、そして生産量によって異なります。バリ取りは表面仕上げを向上させることで製品の品質を向上させ、使用や取り扱いによる損傷や怪我のリスクを低減します。
バリ取りとは?
バリ取りと呼ばれる作業は、製造品のエッジに生じた不要な突起やバリを切除する単純なものです。これらの微細な欠陥は、穴あけ加工、フライス加工、鋸引き、さらには打ち抜き加工の結果として生じることがあり、部品の使用を妨げたり、危険を招いたり、外観を損ねたりする原因となります。バリ取り、またはバリ修正とは、厳格な品質管理を遵守しながら、このような欠陥を修正して、よりスムーズで精密な製造を可能にするプロセスです。これらの新しい技術のほとんどには従来とは異なるプロセスやギアが含まれるため、やすりがけやブラスト研磨などのさまざまな機械的方法から、レーザーや電気化学的なバリ取りまで、さまざまな手法が用いられます。主張されているように、可能な限りの幾何学的精度や完璧さを、より高い生産性で実現できます。
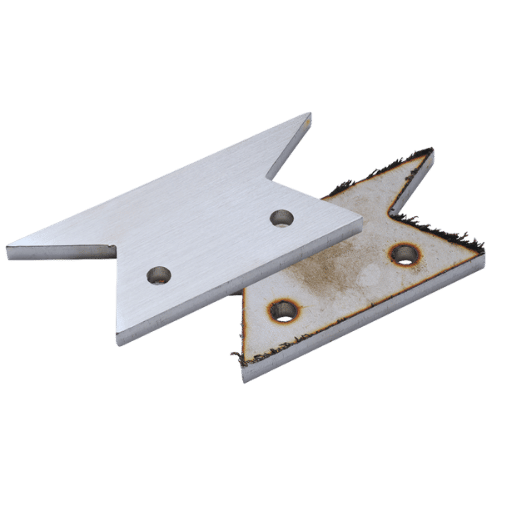
ステンレス鋼のワークピースにバリが発生する一般的な原因
ステンレス鋼のワークピースにバリが発生する原因としては、工具の鈍さ、クリアランスの悪さ、材質の悪さ、潤滑不良、不適切な加工設定、工具設定の摩耗などが挙げられます。
|
キーポイント |
Details |
|---|---|
|
ツール |
鈍くなったり摩耗した道具 |
|
ギャップ |
不適切または不均一 |
|
材料 |
不適切または間違っている |
|
潤滑 |
不十分または欠席 |
|
技術パラメータ |
設定が正しくありません |
|
着る |
過度の工具摩耗 |
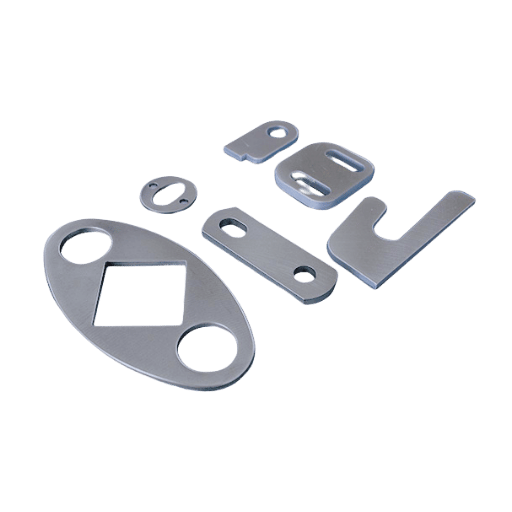
ステンレス鋼部品のバリ取りの重要性
バリ取りは、製品の品質向上に重要な役割を果たす工程です。 ステンレス部品 バリを放置すると、寸法満足度の低下、材料の弱化、さらには機械操作中のオペレーターの事故など、いくつかの問題が発生する可能性があります。現在の検索統計と閲覧行動から、より具体的にはGoogleのページと結果では、すべてのアセンブリを効果的に実現して製品を強化するために、すべてのエッジのバリ取りが効率的である理由も説明されています。さらに、バリ取りとその機械的な問題により、これらの機械システム内の応力集中が発生する可能性が低くなります。このような集中は、このようなハイエンドの機械部品のホットスポット障害の主な原因です。バリ取りのプロセスは、製品の外観を向上させるだけでなく、高レベルの強度と厳しい条件が有利な場合に特に、腐食の影響から製品を保護するのにも役立つため、正しく実行する必要があります。
ステンレス鋼のバリ取り方法
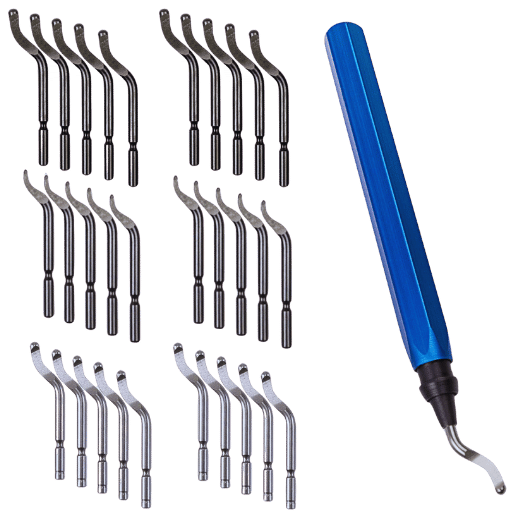
手作業によるバリ取り技術
材料から欠陥を取り除く方法の 1 つは、やすり、サンドペーパー、研磨剤などの特定のツールを使用して手作業でバリ取りすることです。
機械式バリ取りツール
機械式バリ取りツールは、バリを効率的かつ正確に、かつ体系的に除去するために開発されました。これらのツールは、バリ取り機、回転ブラシ、研削ホイールなど、様々な形で一般的に使用されています。これらのツールは、結果の一貫性を確保し、手作業による介入を減らし、サイクルタイムを改善することで、材料の効率的な処理に役立ちます。これは、ステンレス鋼などの高性能材料を扱う大規模生産プラントで特に役立ちます。ステンレス鋼部品やその他のコンポーネントのバリ取りには、使用する材料、バリのサイズ、必要な表面仕上げに応じて、特定の技術と器具が必要です。
バリ取り機を使った効率的な加工
バリ取り機は、製造材料のバリや鋭利な面を取り除き、製品全体の品質と安全性を向上させる非常に有能な装置です。検索データを含む最新のデータ分析に基づくと、バリ取り工程における自動化の重要性に対する関心が高いことは明らかです。そのため、自動バリ取り機を使用することで、優れた結果が得られるだけでなく、すべての部品の形状とサイズが均一になるため、手直しが減り、生産コストを削減できます。ソフトウェアマシンの進歩により、例えば、操作中の材料の種類に対応する機能の採用や、インダストリー4.0との連携準備により、オペレーターは機械の動作と作業の進捗状況を確認できます。これらの機能強化はすべて、精度と品質が重要な懸念事項である航空宇宙、自動車、製造などのほとんどの業界で、バリ取りワッシャーに付加価値をもたらします。
鋼のバリ取りに適した工具の選び方
バリ取り工具の種類
さらに、市場には手動、回転、振動、スピナー、バリ取りブレード、面取り、自動など、さまざまなバリ取りツールが販売されています。
|
タイプ |
詳細説明 |
用途 |
効率化 |
費用 |
複雑 |
|---|---|---|---|---|---|
|
マニュアル |
手持ち工具 |
小さな部品 |
穏健派 |
ロー |
簡単な拡張で |
|
ロータリー |
動力駆動ビット |
厚い素材 |
ハイ |
穏健派 |
技法 |
|
振動 |
自動振動 |
大量 |
ハイ |
ハイ |
技法 |
|
スピナー |
磁気メディアベース |
複雑な形状 |
すごく高い |
ハイ |
ハイ |
|
バリ取りブレード |
交換可能なブレード |
エッジ、穴 |
穏健派 |
ロー |
簡単な拡張で |
|
面取り |
ベベルエッジツール |
エッジ、穴 |
ハイ |
穏健派 |
技法 |
|
自動化 |
ロボットシステム |
高精度 |
すごく高い |
すごく高い |
ハイ |
ツールを選択する際に考慮すべき要素
- 材料カテゴリ: 硬度、厚さ、加工する材料の種類などの特性によって、効果的なバリ取りや面取りを行うための理想的なツールと方法が決まるのでしょうか?
- 幾何学的な形状とデザイン: エッジ、穴、または複雑な表面を持つ部品の幾何学的構成によって、最も適切なツールが決まります。
- 作業負荷: H大企業の非常に要求の厳しい生産プロセスでは、自動化された装置や振動装置が必要になる場合がありますが、中小企業の環境では、日常的な業務は手動ツールを使用して実行される場合があります。
- 精度の制約: 非常に正確な寸法や非常に厳しい寸法が求められるプロジェクトで使用されるシステムは、多くの場合、ロボットベースまたはスピナーベースのいずれかで設計されます。
- リードタイム: 特に生産性と効率性が重視される場合、ステンレス鋼部品のバリ取りや面取りの達成率はツールの選択に影響を与える可能性があります。
- 予算: 購入コスト、メンテナンスコスト、および耐用年数を考慮して、所定のツールを選択します。
- 使いやすさと保守性: システムのセットアップ、運用、保守の難易度を考慮し、運用効率の向上とダウンタイムの短縮を実現します。
- 生態学的コスト:グリーン製造プロセスには、廃棄物の少ないツール カテゴリや、より環境に優しい材料やテクノロジを使用するのが最適です。
バリ取りツールの使用に関するベストプラクティス
1. 仕事に適したツールを選ぶ
バリ取りには、対象とする材料に適した工具を使用することが不可欠です。例えば、原子力部品の原料として知られているアルミニウムなどの軟質金属は、手作業のバリ取り工具や研磨ハンドブレードを使用すると、本来であればより鋭利であった半製品が鈍ってしまう可能性があります。一方、対象とする材料がステンレス鋼であっても、通常よりも効率的な方法を求めるには、バリ取り機の高速運転が不可欠です。不適切な機械を使用すると、サイクルタイムが最大30%長くなり、最終製品の品質低下につながる可能性があるからです。
2. ツールを良好な動作状態に保つ
バリ取り工具の定期的な点検と修復作業は、工具の機能を最大限に発揮させ、寿命を延ばすために重要です。例えば、工具が鈍くなったり、摩耗したりすると、表面仕上げにムラが生じ、性能が低下して将来的に頻繁な交換が必要になる可能性があります。
3. 環境を整頓する
付着した粒子は工具の動きを妨げ、表面に欠陥が生じ、表面に凹凸が生じます。作業場や設備に埃や破片などの異物が付着していない状態は、清潔さの文化を促進するため、精度と安全性の面でメリットがあります。ベストプラクティスによると、定期的な清掃スケジュールの導入は、作業効率を15%向上させるのに役立ちます。
4. 安全を第一に
工具を使用する際、作業員は怪我を防ぐために、ゴーグル、手袋、耳栓などの適切な個人用保護具(PPE)を着用する必要があるかもしれません。例えば、OSHA(労働安全衛生局)の最新基準では、特に鋭利な工具や高速で作動する工具を使用する職場において、事故や怪我の発生を抑制するために、作業員に安全教育の受講を義務付けています。
5. 必要に応じて自動化を検討する
ロボットステーションやCNC工作機械を用いたバリ研磨は、部品の完全性を向上させ、人為的ミスのリスクを低減します。ある市場調査によると、2023年までに、このような自動化により、手作業によるバリ取りと比較してスループットが35%向上することが分かっています。
6. 加工前後のバリ特性を評価する
バリの種類、サイズ、そして発生位置を把握することで、適切なバリ取り方法を確実に適用できます。バリ取り工程の前後で表面分析装置を用いて表面を検査することで、プロセス最適化の有無に関わらず、初期状態から最大50%以上の表面品質改善が見られ、プロセス能力を検証できます。
7. 環境への影響を考慮する
環境に優しい、あるいは環境適合性のある潤滑剤や集塵システムは、こうしたツールの環境性能基準を満たす製品、プロセス、機器のほんの一例です。廃棄物の削減、再利用、リサイクルなどを通じて廃棄物の最小化を実践している地域社会は、環境法規制へのコンプライアンスレベルが高く、その過程で社会的なイメージも向上する傾向があります。
このような実践に従うことで、メーカーの仕上げ品質が向上し、工具の寿命が延び、生産の安全と効率が維持されます。物体のバリ取りにおけるこのような変化は、メーカーの進歩を促し、改善のための国際基準を満たすことを可能にします。
ステンレス鋼部品のバリ取り工程

ステンレス鋼のバリ取りのステップバイステップガイド
1. 確認と準備
ステンレス鋼のワークピースをよく確認し、バリや鋭角がないか確認してください。作業者の安全を確保し、ステンレス鋼部品のバリ取り作業の精度を確保するため、ワークピースがしっかりと固定されていることを確認してください。
2. 機器の選択
バリ取りナイフは、タウ型ビームの形状とサイズに応じて適切なタイプをお選びください。原則として、手作業でバリ取りを行うナイフブレード、回転ディスク、研磨パッド、自動バリ取りシステムなどが挙げられます。
3. 粗バリ取り
選択した工具は、大きなバリを除去するために使用する必要があります。均一な圧力で動かし、表面に傷をつけずきれいに除去するために必要な範囲にとどめてください。
4. エッジの装飾
超微細研磨ストリップ用の砥粒研磨工具は、ワークピースの粗いエッジを滑らかで研磨された状態に仕上げるために使用できます。その目的は、既存の粗いエッジを研磨し、不均一なエッジを均一なレベルに拡散させることです。
5. 表面仕上げ
ステンレス鋼部品の元の質感と美しさを取り戻すには、研磨やブラッシングなどの最終的な表面処理を行います。
6. 部品の清掃
水溶剤や圧縮空気など、あらゆる方法で研磨や研磨を行った結果、表面に生じた金属の削りくずやバリを徹底的に除去します。これらの対策はすべて、製造または組立の次のステップに必要です。
7. コンセント制御
詳細な検査を実施し、すべてのバリが除去されていること、そして部品が仕上げの公差とカバー仕様を満たしていることを確認します。補強が必要な場合は、工程を繰り返します。
上記の原則を実装することで、製造業者はステンレス鋼部品のバリ取りをしながら優れた結果を得ることができます。
バリ取り後の表面仕上げに関する考慮事項
部品の意図された機能と耐用年数の両方にとって、表面の適切な後バリ取りを確実に行うことは非常に重要です。そのためには、研磨、不動態化、コーティングなど、作業内容に応じて適切な後加工工程を決定する必要があります。部品の形状や表面品質が変化する可能性があるため、不必要な加工は避けるべきです。さらに、表面仕上げは、基準値からの逸脱を避けるため、交換前に必ず企業による検査を受ける必要があります。これらの手順に従うことで、きれいで均一な仕上がりを実現できます。
バリ取り後の耐食性確保
バリ取り後も材料の耐食性を維持するには、表面の微細構造を大きく変化させることなく表面保護を強化する方法を採用する必要があります。不動態化は、遊離鉄を除去し、表面の固有の保護酸化層を強化する最も推奨される方法の一つです。特にステンレス鋼の不動態化は、ASTM A967などの規格で確立されており、耐食性に優れた微細な不動態化表面を提供します。さらに、環境要因への曝露に対処するために特に用いられる防食コーティングの塗布も、他の保護方法の一つです。
これらの試みにもかかわらず、バリ取り後の温度と湿度条件など、依然として立体的な制御が必要な側面が存在します。さらに、表面特性に大きな変化を与えることなく多層の防御層を形成できるコーティングレスおよび電気化学的表面改質技術の革新も、開発の画期的な段階にあります。しかし、これらのソリューションはすでに市場に出回っているため、航空工学、造船、外科などの業界で耐摩耗性が重視される場合、メーカーは部品の設計と製造においてこれらの高度な技術を採用することが推奨されます。
ステンレス鋼のバリ取りにおける課題と解決策
大きなバリへの対処
鉄鋼生産における問題は、ステンレス鋼をベースに製造する際に発生する大きなバリに大きく関係しています。バリの制御された除去は、主に機械加工によって行われ、研削や研磨などの処理が残されています。自助支援プロセス、つまりkabagまたはk fastestを使用することを好む人のために、バリの除去を支援する機械は、非常に研磨性の高いベルトを使用し、各生産レベルにそれぞれ適用される他の多くの機械を使用しています。それとは別に、ケースに合金が含まれず、誘発される応力のために温度を低く保つ必要がある場合は、高圧ジェットプロセスが最適です。使用する技術を決定するには、バリの寸法、材料の厚さ、および必要な表面粗さを考慮する必要があります。機器のさらなる問題を防ぐためには、高性能を確保することに加えて、二次的な損傷を防ぐことが非常に重要です。そのためには、ツールを定期的に点検および整備することが重要です。
バリ取り工程における一般的な問題
| 問題 | 原因となる | 影響 | 解決策 |
|---|---|---|---|
|
一貫性のない結果 |
ミスアライメント |
質の悪い |
適切な配置 |
|
過度の摩耗 |
高圧 |
高額な修理 |
圧力を下げる |
|
安全上のリスク |
緩んだバリ |
けが |
自動化を使用する |
|
機器の妨害 |
がれきの蓄積 |
ダウンタイム |
定期的なクリーニング |
|
騒音/振動 |
アンバランスな部分 |
オペレーターの疲労 |
機械を安定させる |
効果的なバリ取りのための革新的なソリューション
製品のバリ取り作業において直面する複雑な問題への対処において、私の主なアプローチは、革新的な技術を取り入れつつ、従来の方法を最大限に活用することです。例えば、部品のバリ取り作業に自動機械を使用することで、精度と一貫性が向上すると同時に、作業における人的資源の使用量を最小限に抑えることができます。特に複雑な部品の場合、材料を削ることなく高精度な加工を可能にする金属レーザー除去プロセスを強く推奨します。さらに、極低温バリ取りなどの環境保全手法は、すべての工程に合理性をもたらすと同時に、環境にも優しい方法です。これらのシステムを特定の材料や製造工程に組み込み、最小限のコストで高品質かつ効率的に実現する方法が、未開拓の道筋となっています。
よくある質問(FAQ)
Q: バリ取りプロセスとは何ですか? また、製造されたステンレス鋼部品にとってバリ取りプロセスが重要な懸念事項なのはなぜですか?
A: 表面から異物を取り除くにはバリ取りが必要です。バリ取りとは、機械加工、鋸引き、あるいは製造後に、余分な突端を削り取り、きれいな平面を作る作業です。ステンレス鋼部品の穴あけ、切断、機械加工、製造には、優れたバリ取り技術が不可欠です。これには、プロファイルコーナー、エッジ、使用者を切る可能性のある鋭角、そして石材などが含まれます。これらはすべて、素材の美観上、バリ取りが必要です。バリを除去しないと、アセンブリが早期に摩耗したり、精密部品の性能に影響を及ぼす可能性があります。
Q: どのような用途でステンレス鋼部品のバリ取りが必須になりますか?
A: ステンレス鋼のバリ取りは、航空宇宙、自動車、医療機器、電子機器などの業界で応用されています。これらの用途には、手術器具、工業部品、自動車および航空機部品、そして効率と性能が不可欠な消費者向けアプリケーションが含まれます。
Q: ステンレス鋼部品のバリ取りに最も一般的な手法は何ですか?
A: ステンレス鋼部品のバリ取りでは、手工具、機械、熱(TEM)、電気化学(ECD)、振動といった方法が一般的です。部品の形状、寸法、そして求められる許容範囲によって、どの方法を採用するかが決まります。
Q: ステンレス鋼部品のバリ取りを手作業で行うにはどのような工具が必要ですか?
A: 手作業によるバリ取り工程では、刃先、やすり、グラインダー、湿式・乾式サンドペーパーなどを用いて、特定の方法でエッジを適切に切断、研磨・研削します。これらの工具は、実施する技術や使用するステンレス鋼のグレードによって異なります。
Q: ステンレス鋼部品のバリ取りに機械工具を使用することは許可されていますか?
A: 確かに、自動バリ取り装置は、少量から大量まで、あるいは複雑な形状の製品にも、様々な分野で幅広く利用されています。自動化ツールは、品質の向上、スループットの向上、そして様々な手作業による切削作業の軽減を含むコスト削減を実現します。
Q: ステンレス鋼のバリ取りをする際に、最もよく経験される困難は何ですか?
A: 課題としては、ステンレス鋼の硬度への対応、厳しい公差での作業、複雑な部品の使用、そしてステンレス鋼の焼損の可能性などが挙げられます。適切な計画を立て、適切な工具を選択することで、これらの問題を解決できます。
Q: 環境に害を与えずにステンレス鋼部品のバリを取り除く方法はありますか?
はい。ステンレス鋼部品のバリ取りには、環境を汚染しない方法があります。例えば、クエン酸の使用や乾式バリ取り工程などが挙げられます。
参照ソース
1. 二相ステンレス鋼(UNS S32205)のマイクロミリングにおけるメカニズムとバリ形成の紹介
- 著者: AG ドス サントス、MB シルバ、M. ジャクソン
- 出版社: 2023 年 6 月 21 日
- ジャーナル: マイクロマニュファクチャリングジャーナル
主な調査結果:
- マイクロミリングは、二相ステンレス鋼の製造に使用される高精度の機械加工プロセスです。
- 表面粗さを極めて低くし、バリの形成を最小限に抑えることに重点が置かれています。
- 調査の結果、上面バリが優勢である一方、上面ミリング側にはフェザーバリとプライマリバリが見られ、下面ミリング側には不規則な形状のバリが存在することが判明しました。
- バリの根元部分の幅は、材料の冶金学的位相に密接に従っていることがわかりました。
表面粗さは切削速度とともに増加するため、速度が低いほど表面仕上げは良くなります。
方法論:
- この研究は、4 軸 CNC マイクロマシニング センターと TiN コーティングされた超硬マイクロツールを使用して行われました。
- 切断条件を最適化するための実験が行われました。
- プロファイロメーターを用いてバリの高さと表面粗さを測定した。SEMによる詳細な顕微鏡分析も実施した。Santos et al。、2023).
2. ステンレス鋼のドリル部品の磁気研磨バリ取りに関する実験的研究
- 著者: A. ソナ、バセリ・ハミド
- 出版社: 2014年(XNUMX年間の期間外だが関連性があると判断)
主な調査結果:
- この研究は、ステンレス鋼部品のバリ取りに磁気研磨バリ取りを適用することに関するものです。
- これは、精密部品の製造に不可欠なバリのない表面を実現する MAD の優れた能力を指摘しています。
方法論:
- 実験装置には、ドリルで穴を開けた部分のバリ取りをするための磁気研磨材が含まれた装置が含まれていた。 ステンレス部品.
脱皮プロセスではさまざまなパラメータがテストされました(ソナ&ハミド、2014年).
3. 精密レーザーバリ取り
- 著者: Lee, S.、Dornfeld, D.
- 発行日: 1 年 2001 月 XNUMX 日 (それほど最近ではないが、関連性がある)
重要なポイント
- この研究では、ステンレス鋼を含む精密部品の自動バリ取りに効率的な方法としてレーザーバリ取りを検討しました。
- また、部品のエッジやバリの複雑な幾何学的特徴を処理するために高出力レーザーを使用する利点についても詳しく説明します。
方法論:
- 炭素鋼およびステンレス鋼の場合に実験結果が得られました。
- 有限要素法(FEM)解析をさらに適用して、レーザーバリ取り部品の熱影響部(HAZ)と切断プロファイルを予測しました(リー&ドーンフェルド、2001年、601~608頁).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}