


聖馬力諾附加建築的水刀切割技術受到了製造業和加工製造業的熱烈歡迎,因為它是一項改變整個製造概念的創新技術。這種方法使用高壓水流(含或不含磨料)來切割邊緣,對材料的公差極低。許多切割工藝,包括傳統切割工藝,都會留下毛刺或浪費材料,而水刀切割則乾淨利落,不會浪費材料,甚至可以幫助切割其他難以切割的材料。雖然水刀切割機和其他機械一樣,都有其優缺點。本文概述了基於水刀的材料切割技術,可以幫助該領域的專家和普通民眾清楚地了解這項技術的含義、工作原理以及可能遇到的問題。有些人想在自己的業務中應用這項技術,而有些人則只想了解這項技術的現狀。本章試圖強調這種技術的詳細特點,即水刀,即所謂的切割工具,不能簡單地用幾句話來衡量。
水刀切割技術簡介
雖然大多數方法都直接應用基於熱的改變或機械裝置,但水刀切割利用蒸汽增強的高速循環水流,對各種材料進行切片。當需要切割不同類型的材料,包括金屬、陶瓷、玻璃和複合材料時,這種技術非常實用——它也稱為非阿芬齊式發熱技術,並且不受熱應力的影響。以下是一些特性: 水刀切割 其優點包括切割乾淨俐落、損耗小,以及切割完成後無需其他加工。它廣泛應用於航空航天、製造、汽車和建築等領域,尤其適用於裝飾性切割和設計,以及處理柔軟材料,高效便捷。
什麼是水刀切割?
水刀切割技術的優勢遠不止於此,大多數操作的自動化消除了所有複雜因素。其關鍵區別在於使用極細水束的高效切割,從而節省切割材料,並降低功耗成本以及與零件生產相關的所有其他輔助成本。它適用於多種材料,包括金屬、複合材料、陶瓷、玻璃等。目前,領先的行業報告已提供證據表明,水射流切割已得到廣泛應用,因為它環保(即無任何不良影響),並且可以應用於航空、土木工程和汽車等各行各業的眾多領域。
水刀技術的工作原理
理解水刀技術的最佳方法之一是想像一把帶有雷射光束的超高壓水槍,它可以以最高的精度切割路徑上的所有物體,並混合磨料。
與其他切割方法的比較
水刀切割的優勢該工藝從表面上看似乎是理想的,因為它具有適應性、能力和精度,可以切割各種材料而沒有熱區,但與使用激光或等離子切割相比,水射流切割相對較慢且昂貴。
|
參數 |
水刀 |
雷射應用 |
血漿 |
火焰 |
電火花加工 |
打洞器 |
|---|---|---|---|---|---|---|
|
材料 |
所有類型 |
不反射 |
金屬 |
金屬 |
導電 |
薄板 |
|
厚度 |
高達 24 英寸 |
<1″ |
幾英寸 |
>1 英尺 |
12“ |
薄板 |
|
速度 |
中度 |
快 |
快 |
中度 |
放慢 |
快 |
|
準確性 |
高 |
中度 |
低 |
低 |
很高 |
中度 |
|
熱影響區 |
無 |
可以 |
可以 |
可以 |
無 |
無 |
|
價格 |
高 |
中度 |
低 |
低 |
高 |
低 |
|
設置 |
容易 |
中度 |
容易 |
容易 |
複雜 |
複雜 |
水刀切割的優勢
使用水刀技術切割的準確性和精密度
切割技術本身俱有很高的精度和準確度,大多數水刀切割機的公差範圍一般在±0.001英吋以內,但在腐蝕性機器和材料中,公差可能在±0.002英吋以內。
能夠切割多種材料
與其他方法相比,水刀可用於切割各種材料,包括金屬、塑膠、玻璃、陶瓷和複合材料等等。它既可用於切割橡膠等軟質材料,也可用於切割鈦或花崗岩等硬質材料。其主要優點在於切割時不會對材料造成熱變性,因此也可用於切割易受熱損傷的材料。然而,一旦根據材料類型調整厚度,其精度就不會受到影響。這種特性使水刀成為各種工業應用中的有效工具。
水刀的環境效益
水刀切割被譽為當今最環保的加工過程之一。高效率和低損耗是此製程的關鍵環保特性。與許多其他切割製程相比,水刀幾乎不產生有害廢物,定向切割主要使用磨料水(主要是石榴石),這些磨料水可以回收,因此不會造成浪費。水是此製程的主要介質,可透過清潔來重新利用,以控制操作過程中的用水量。
此外,它不會產生危害工業工人健康和安全以及空氣品質的危險煙霧、氣體或粉塵。良好的控制系統和最佳化軟體也提高了能源效率,使許多系統能夠以更低的功耗運作。所有這些對原料的積極使用和污染的減少,都凸顯了水刀技術在現有工業中應用對環保製造的重要性。
水刀切割的缺點
水刀技術的潛在局限性
然而,水射流切割的好處是有限的,投資前應評估以下因素:
- 長期安裝成本: 水刀和配件的投資和安裝成本很高,因此對於小型企業來說不可行。
- 較厚材料的切割時間較長: 水刀的創新確實令人驚嘆,但與雷射切割等技術相比,切割非常厚或重的金屬是一個非常耗時的過程。
- 機器的保養與維護: 機器中使用的如此大的壓力和砂礫需要特別注意維護實踐,以便機器能夠長時間保持高性能。
- 特定條件下的精度約束: 儘管如此,即使水刀切割精確,也可能無法進行極其精細或精細的切割,尤其是在複雜的雷射或 等離子切割 的設備。
- 消費與處置挑戰: 使用磨料可能會引起一些與廢棄物管理有關的環境問題,因此需要採取適當的處置措施來避免任何污染。
水刀系統成本構成分析
在分析水刀系統的成本時,需要考慮一些重要的成本。這些成本主要可分為購置成本、營運成本和支援成本。 水刀切割機 費用從介紹機器的規格、尺寸和功能到 60,000 美元到 300,000 美元不等。這取決於機器的規格、尺寸和功能。一般來說,機器的運作成本還包括水、電和研磨材料,每小時約 20 至 40 美元。此外,還涉及噴嘴、密封件和泵浦等部件。設備故障和損耗的成本很高;然而,維護可以避免這些後果。從業者必須了解這些成本,以便他們能夠對總成本進行明智的評估,並確定是否可以在其業務中使用飛機噴水推進器。
操作和維護問題
儘管有許多問題,但有些水刀系統操作和維護得當,例如切割噴嘴、切割密封圈和高壓泵的損耗。下一個主要問題是,應先檢查並更換所有上述組件,以免系統其他部件受損。此外,操作員還應確保過濾系統正常運行,以防止任何顆粒(如有)進入組件。因此,嚴格遵守製造商規定的維護計劃至關重要,切勿使用不合格的替換零件,並儘可能減少因維修而導致的停機時間。必須定期向所有員工傳授正確的水刀切割技術、維護和操作程序,以確保設備平穩運作。
水刀切割的產業應用

水刀技術在製造業的應用
在當今的製造業時代,高效能的水刀切割機是無可比擬的工具——它精準、功能多樣,能夠完美切割多種材料,且不會產生任何熱影響。憑藉這項設備,它可以輕鬆切割泡沫、橡膠,甚至金屬、複合材料、石材和玻璃等硬材料。利用高壓水的概念,借助高壓泵,有時還會添加磨料顆粒來增強水的切割效果,製造商能夠實現非常乾淨的切口和形狀,甚至可以根據需要實現非常精細的設計。
航空航太和汽車領域的應用
- 航空航太零件製造: 飛機包括發動機部件、結構元件以及符合嚴格行業要求的內部配件。水刀切割可滿足這些需求。
- 複合材料加工: 由於複合材料可以在不分層或熱變形的情況下進行切割,因此水刀切割製程在航空航太領域非常有用。
- 原型設計與客製化: 製造商利用水刀切割在航空運輸和汽車領域進行快速原型創建和個性化製造。
- 複雜的汽車零件: 製造商使用水刀切割來製造包括墊圈、儀表板和車身面板等具有複雜細節的零件。
- 車架金屬切割: 先進的水刀系統能夠清晰、準確地切割用於製造車輛框架和底盤的金屬。
- 輕質材料成型: 由於需要減輕車輛和飛機的淨重,因此採用這種技術來成型鋁和碳纖維等輕質材料。
- 維修和保養: Ide Cutting 使用水刀去除精確數量的材料,從而可以修復磨損或損壞的飛機或汽車零件。
在藝術和設計上的應用
水刀切割是一種在藝術和設計領域中廣泛應用的技術,因為它可以幫助我精確地創造複雜的圖案和細節設計。這項技術可以切割像金屬、玻璃這樣堅硬的材料,或石材和陶瓷等其他材料,這些材料很難在不造成結構損壞或變形的情況下進行加工。由於這些材料是分層切割和切片的,所以我可以將精美的作品變為現實,例如雕塑作品和裝飾面板,或者更普遍地說,定制建築。好處對我來說,採用水刀切割方法不僅使我能夠進行平滑、精確的切割,而且還能確保一次又一次地重現相同的複雜圖案,從而提高作品的美感和功能性。
相較於其他切割方法,使用水柱的優勢
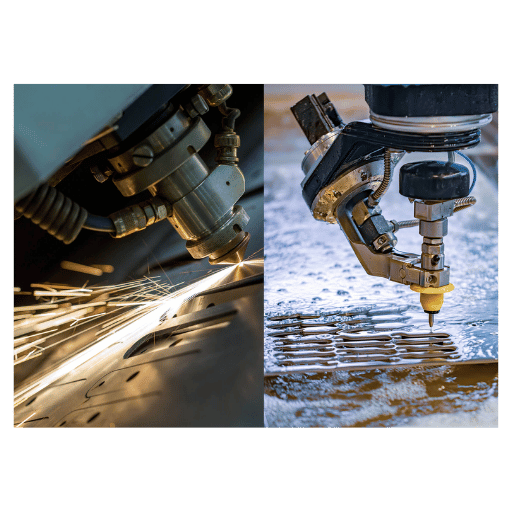
水刀與雷射切割:詳細比較
|
參數 |
水射流切割 |
激光切割 |
|---|---|---|
|
切割機構 |
高壓水(含磨料) |
聚焦雷射光束 |
|
材料範圍 |
寬廣,包含厚重與精緻 |
有限,主要是較薄的材料 |
|
厚度極限 |
最多300mm |
約。 40mm |
|
精密 |
±0.5mm |
±0.15mm |
|
速度 |
較慢(1-20 英吋/分鐘) |
更快(20-70吋/分鐘) |
|
熱衝擊 |
無(冷切割) |
產生熱量 |
|
邊緣質量 |
流暢、極簡的後製 |
乾淨、細緻的剪裁 |
|
運營成本 |
$ 15- $ 30 /小時 |
$ 13- $ 20 /小時 |
|
噪音水平 |
高 |
低 |
|
應用領域 |
厚的、熱敏感的材料 |
複雜、精密的部件 |
水刀切割與等離子切割的優勢
|
參數 |
水刀 |
血漿 |
|---|---|---|
|
精密 |
高 |
中度 |
|
材料範圍 |
廣闊 |
有限 |
|
厚度 |
高達 18 英寸 |
高達 6 英寸 |
|
速度 |
慢點 |
更快 |
|
熱效應 |
無 |
關於演講與演出 |
|
生態友好 |
可以 |
沒有 |
|
價格 |
更高 |
降低 |
|
保養 |
頻繁 |
減 |
|
安全指引 |
更安全 |
風險更大 |
|
應用領域 |
雜項 |
僅限金屬 |
根據您的需求選擇合適的切割機
當我需要選擇特定類型的切割機時,我會權衡許多因素,包括材料、精度和成本。在這種情況下,如果我需要高精度,需要切割各種類型的材料和較厚的材料,並改善熱變形問題,我會選擇水刀切割機,即使它速度慢且價格昂貴,因為它的益處大於成本。然而,如果快速、經濟且以合理的精度切割金屬更重要,那麼等離子切割機或許是最佳選擇。我必須權衡所有這些因素的優缺點,以便為我目前正在進行的個人專案做出最佳決策。
結論:水刀切割技術的價值
總結優點和局限性
水刀切割技術的優勢
- 因此,精細的切割可以產生精細而複雜的形狀。
- 可切割幾乎任何材料,包括金屬、複合材料、石材、玻璃甚至塑膠。
- 當涉及熱處理時,水刀沒有熱影響區。
- 過程無毒、無害,產生的廢棄物很少。
- 可以切割其他技術可能難以切割的厚材料部分。
- 邊緣保持光滑,並且在大多數情況下,可以減少二次加工或根本不需要二次加工。
水刀切割技術的缺點
- 與雷射和等離子切割相比,切割速度較慢。
- 涉及磨料和水等消耗品的操作支出較高會導致成本較高。
- 在非常高的速度下切割非常硬的材料,甚至是脆性的材料,這表現相當困難。
- 需要特別注意細節,特別是高壓幫浦和噴嘴的維護,以保持切割性能。
- 相對而言,初始成本比其他一些切割方法要高得多。
水刀技術的未來趨勢
水刀技術的預期發展包括適應工業 3 和智慧系統的 4.0D 和微水刀切割、泵浦和噴嘴效率的提高以及對中小型企業的可用性等方面。
關於水刀切割的最終思考
水刀切割仍然是一種用途廣泛且高效的技術工藝,可用於對各種需要進行材料加工的行業和活動進行精密加工。谷歌搜尋引擎的趨勢統計數據表明,人們對水刀切割的興趣日益濃厚,因為它具有獨特的特性,包括冷切割、減少材料變形、可切割各種材料等。 金屬到複合材料等等。綠色解決方案也備受追捧,水刀切割也毫不意外地躋身其中,得益於其「綠色」優勢——不使用化學品且廢棄物產生量低——備受矚目。隨著技術模式的不斷改進,例如高壓泵效率的提升和現代數位系統的出現,水刀切割仍然是工業巨頭以及需要靈活高效切割的小型企業不可或缺的業務工具。
常見問題(FAQ)

Q:水刀切割-為什麼受到人們的青睞?
答:水刀切割的主要優點在於,它能夠切割多種不同類型的材料,包括金屬、玻璃和陶瓷,並且切割精度高。該過程為冷切割,不會產生熱量,從而降低了材料變形的可能性。此外,水刀切割綠色環保,因為它只使用水和磨料,不會排放有毒氣體。
Q:解釋一下水刀切割機的工作原理。
答:水刀切割機的工作原理是利用高壓噴射水流,並添加適當的磨料來切割材料。根據這一原理,水流受到高壓後,通過非球形噴嘴噴出,形成細長的切割線,這種切割線非常精確,甚至可以切割特別堅硬的材料。
Q:解釋一下水刀切割與涉及光、熱或物理接觸的其他傳統切割類型有何不同。
答:在切割過程中,水刀切割與傳統切割的差別在於切割方式。水刀切割是一種冷切割工藝,避免了產生熱影響區,而傳統工藝會產生熱量,這可能會導致材料變形。此外,值得一提的是,水刀切割可以在多個平面上加工各種形狀和設計,這使得它比同類技術更靈活。
Q:水刀切割機可以進行多軸切割嗎?
答:使用專為此類活動設計的水刀切割機可以進行多軸切割。更先進的系統,例如五軸水刀切割機,可以透過包含複雜的幾何形狀來大幅提升切割的製程水準。這使得水刀技術能夠應用於許多需要技術支援的產業,例如航空航太和汽車產業。
Q:哪些材料可以用水射流技術切割?
答:水刀可用於切割多種材料,例如金屬、塑膠、玻璃、橡膠以及食品。水刀切割的性能似乎能夠滿足該市場領域可能出現的大部分(甚至全部)需求。
Q:您認為水刀切割的優點和缺點有哪些?
答:水刀切割的優點在於切割控制性高、可切割材料種類繁多、熱影響區較小。然而,其缺點在於:切割速度比雷射切割慢,並且需要對某些邊緣進行額外處理才能達到精加工的效果。
Q:描述一下雷射切割和水切割製程的差異。
答:水刀和 雷射切割工藝 這兩種工藝都致力於追求同一個目標:精準;然而,它們的區別在於,每種工藝都應用了不同的原理來實現其目標。雷射切割是將雷射光束聚焦到材料上,使其熔化或汽化,而水刀切割則是將磨料水柱強行噴射到材料上,從而進行切割。這兩種方法各有優勢,並根據切割類型採用不同的參數進行應用。
問:但是水刀切割出來的切口有多乾淨呢?
答:水刀切割因其精準和高品質而備受讚譽。由於水刀切割屬於冷切割工藝,因此在達到如此高的品質等級時,不會出現任何嚴重的翹曲或變形。透過此製程生產的最終零件通常邊緣非常光滑,幾乎無需進行任何精加工。
Q:水刀噴嘴的耐用性如何?
答:水刀噴嘴的耐用性對於保持切割性能和效率至關重要。為了保護水刀噴嘴免受切割過程中高壓環境的影響,這些噴嘴採用了耐磨材料。合理選擇噴嘴並定期維護有助於提高噴嘴的耐用性,並使其性能更佳。
參考資料
1. 高速磨料水柱切割過程中的某些物理現象及其對錶面幾何結構的影響 (2024) (Leleń 等人,2024 年,第 478–483 頁)
- 主要發現: 這項研究涉及多層複合材料結構(碳纖維層與不同基體材料)的高壓AWJ加工。進給速率(vf)的最佳化減少了界面脫黏、分層、開裂、纖維拉脫和邊緣磨損等損傷現象。採用合適的AWJM設置,可以從定性、定量和經濟性等各個角度顯著改善表面形貌和切割品質。
- 方法: 進行了實驗,確定進給速率如何影響切割表面的立體形狀和形態以及邊緣質量。多層複合結構採用高壓釜技術製造。
2. 複合材料加工中的設備損壞監測:AWJC 中的 AE 方法(2024)(Popan 等人,2024 年)
- 主要發現: 本文開發了一種基於聲發射 (AE) 的磨料水柱切割 (AWJC) 監測方法,特別適用於碳纖維增強塑膠 (CFRP)。此方法可識別磨料流量減少、堵塞、零件磨損和水壓下降等故障情況。數學迴歸模型預測了 AE 訊號的均方根與水壓、磨料流量、進給速率和材料厚度之間的關係。此方法已進行實驗驗證。
- 程序: 將AE感測器放置在切割頭和CFRP工件上,進行各種切削條件的試驗,以驗證監測系統的有效性。
3. 水刀切割機
4. Omax 微型水刀 - 麻省理工學院-討論水刀加工如何非常快速且不會影響熱區。



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}